

Filters


The Lord of the Rings™ Set #1 - Middle-earth Set of Five Coins
Sale price$40.00


The Lord of the Rings™ Set #2 - Middle-earth Set of Five Coins
Sale price$40.00


The Hobbit™ Set #1 - The Shire™ Set of Four Coins
Sale price$25.00


THE SHIRE™ Layered Coin Necklace
Sale price$30.00

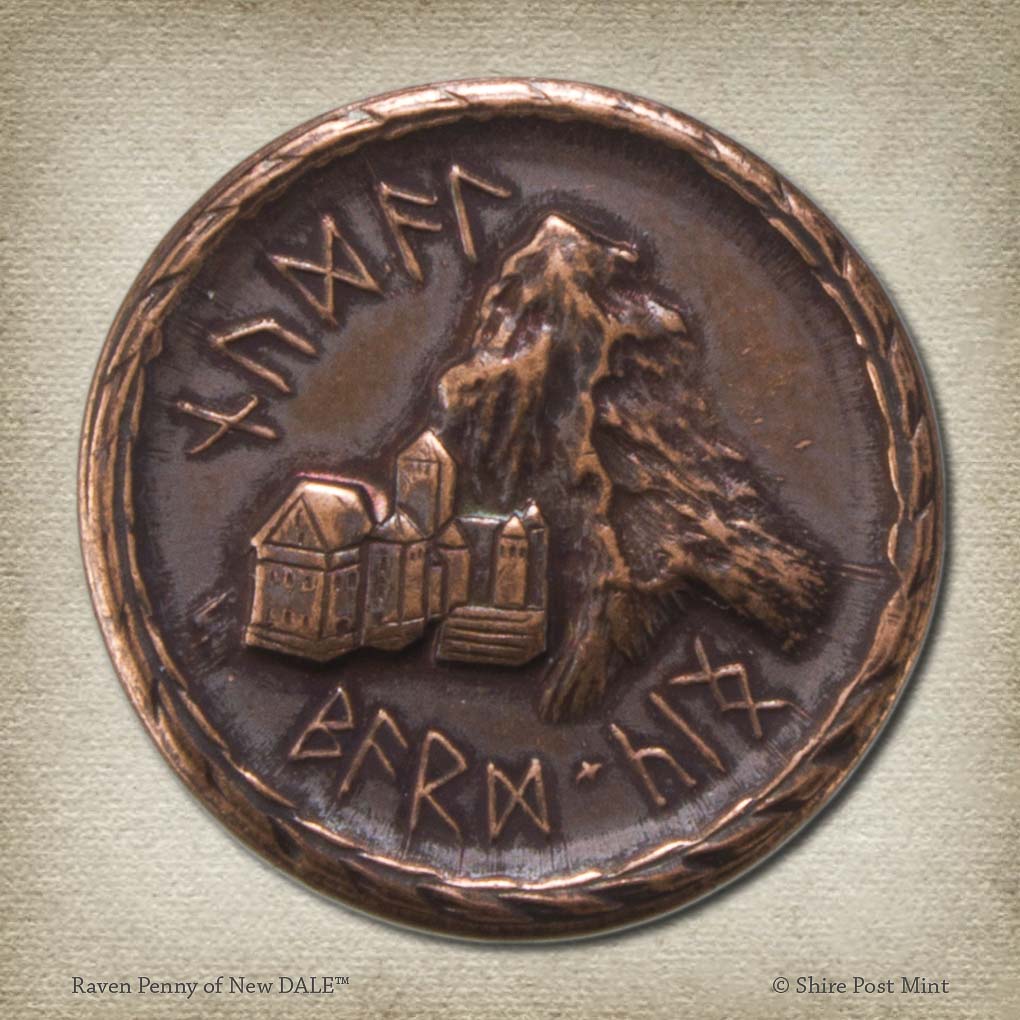
Raven Penny of New Dale
Sale price$10.00


GONDOR™ Crown
Sale price$20.00


GONDOR™ Copper Penny
Sale price$10.00


Tree of GONDOR™ Wax Seal Coin
Sale price$12.00

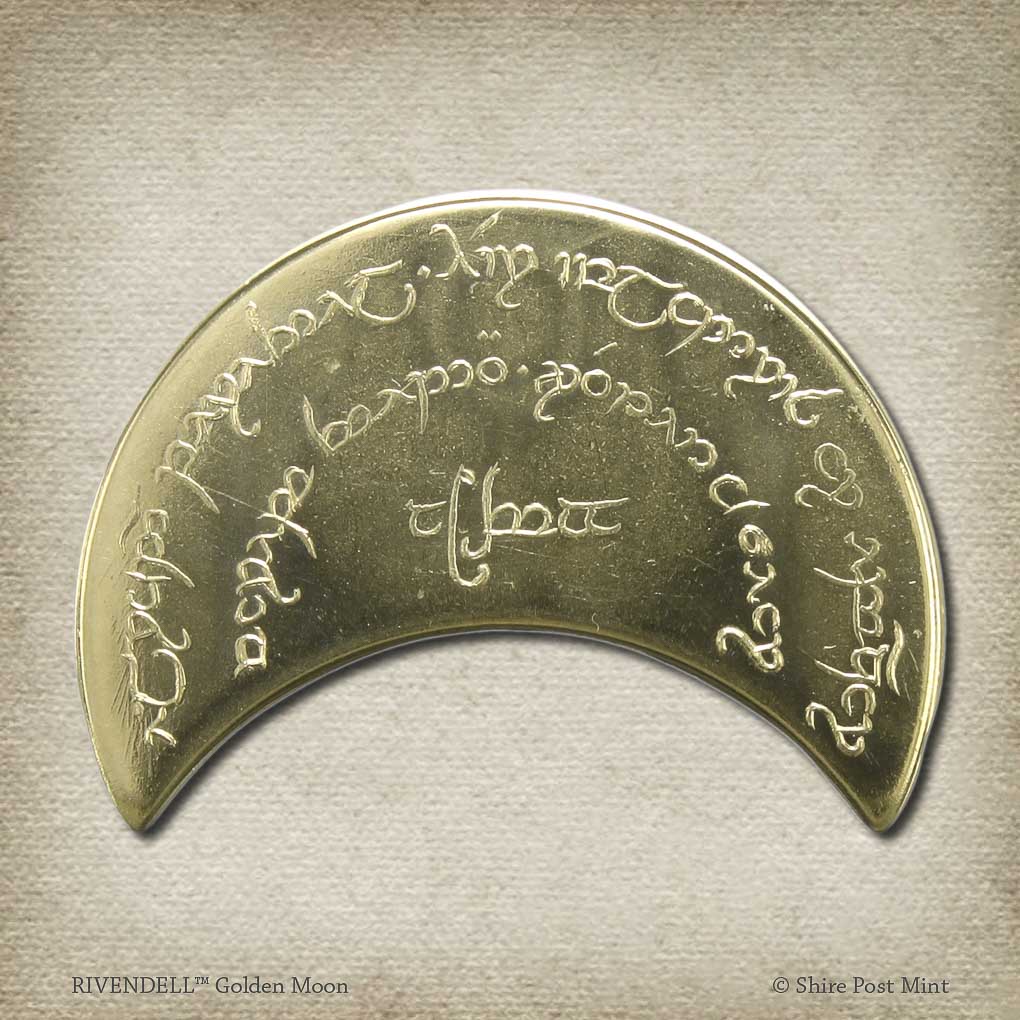
Rivendell™ Golden Moon
Sale price$16.00


Dwarven Axe of Thrain Copper Coin
Sale price$16.00


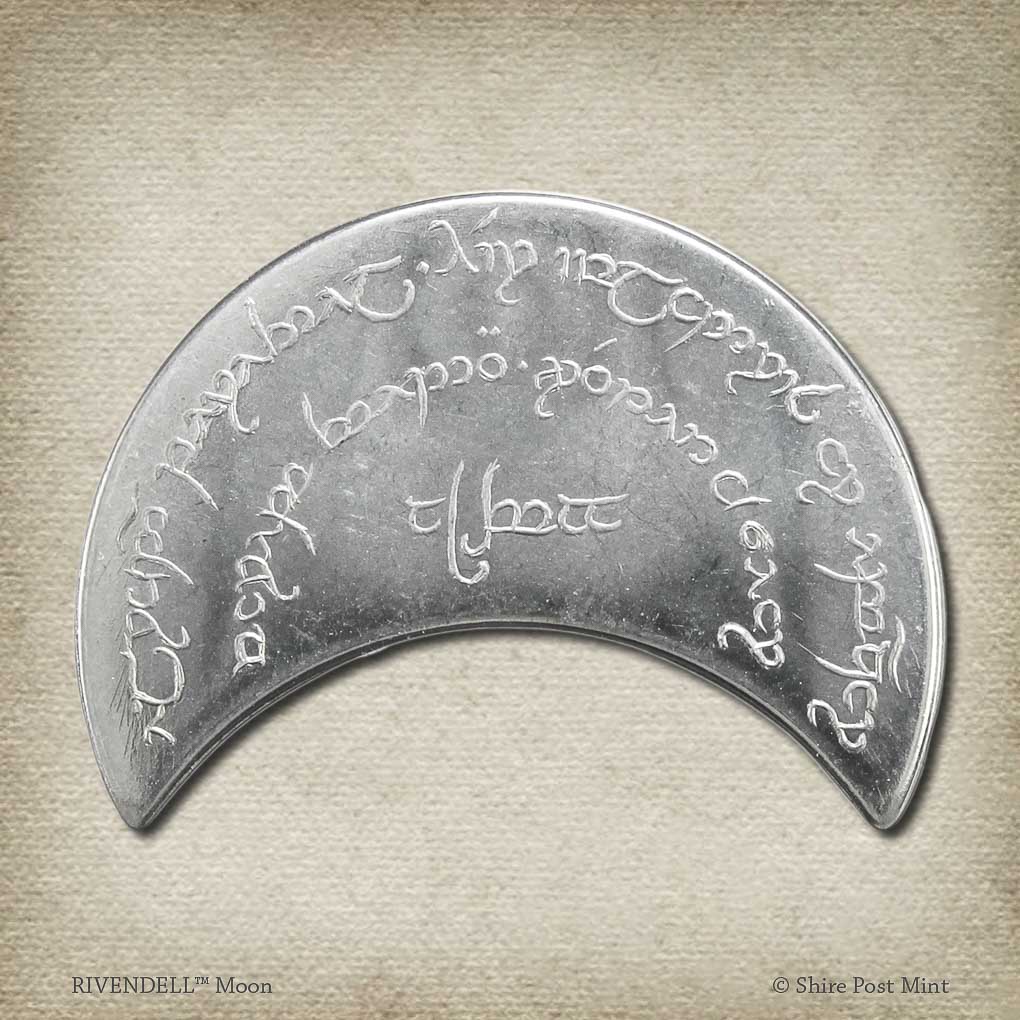
Rivendell™ Moon Wax Seal Coin
Sale price$14.00


Bilbo's Party Tree Wax Seal Coin
Sale price$13.00

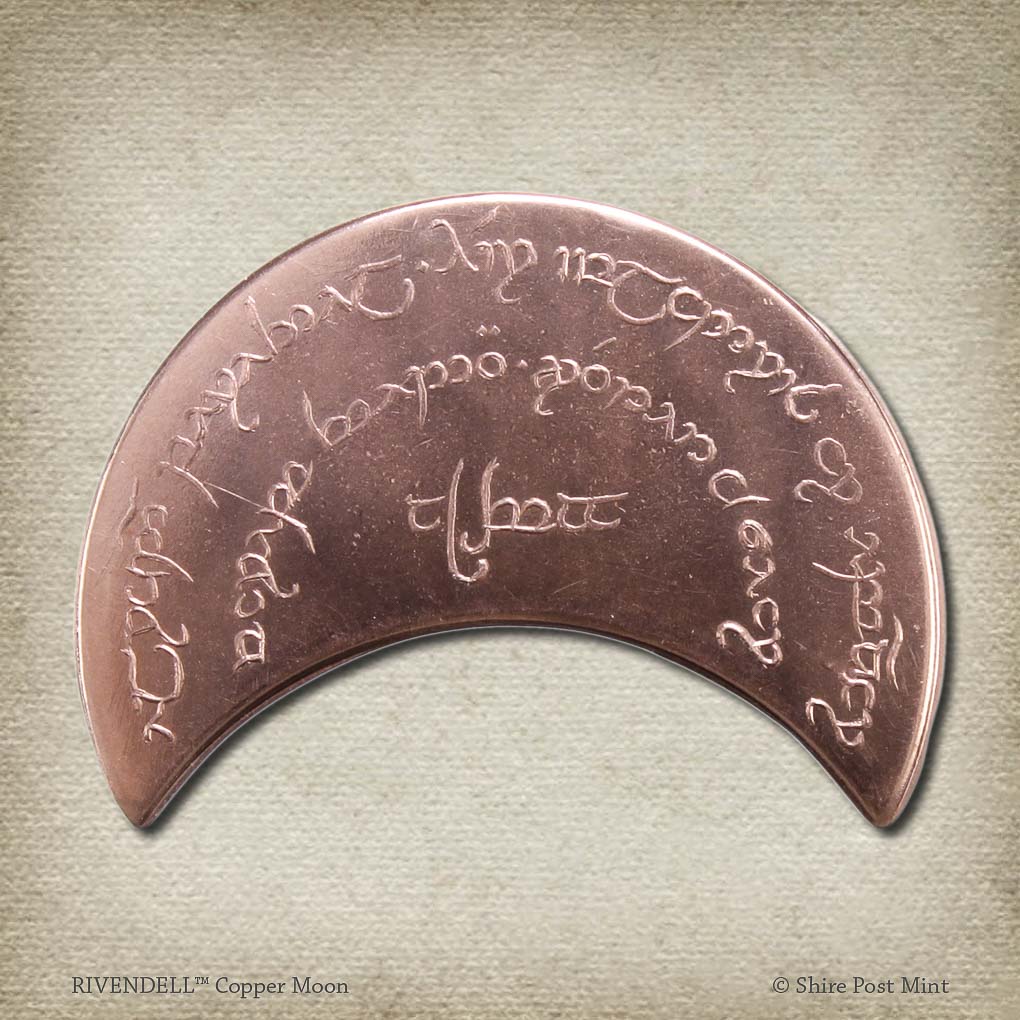
Rivendell™ Copper Moon
Sale price$16.00


New Dale Brass Daler of EREBOR™
Sale price$25.00


THE SHIRE™ Connected Trees Wax Seal Coin
Sale price$13.00


GONDOR™ Silver Penny
Sale price$28.60


Raven of New Dale Wax Seal Coin
Sale price$12.00


Dwarven Axe of DURIN Necklace
Sale price$26.00


THE SHIRE™ Willow Tree Wax Seal Coin
Sale price$13.00


Elven Fall Leaf of Holly
Sale price$16.00
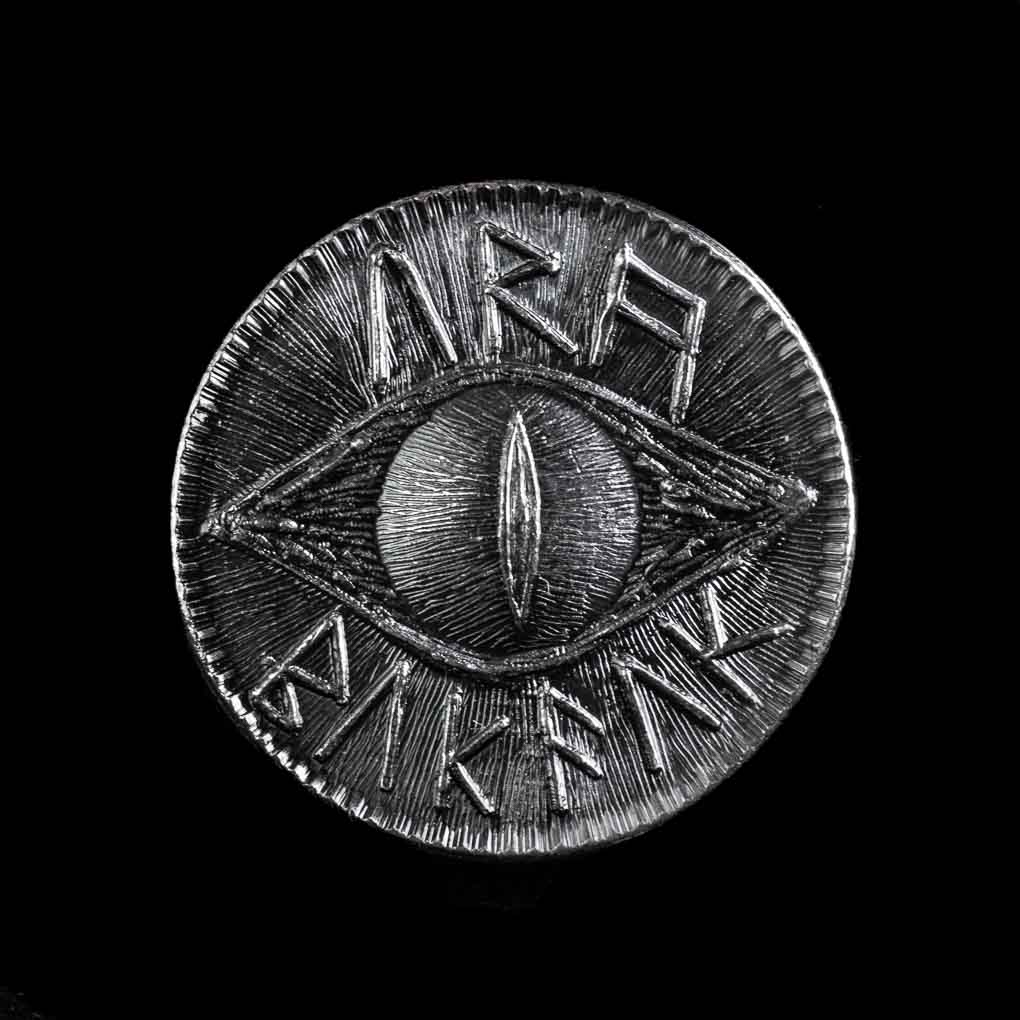

SAURON™ Iron Eye Coin
Sale price$16.00
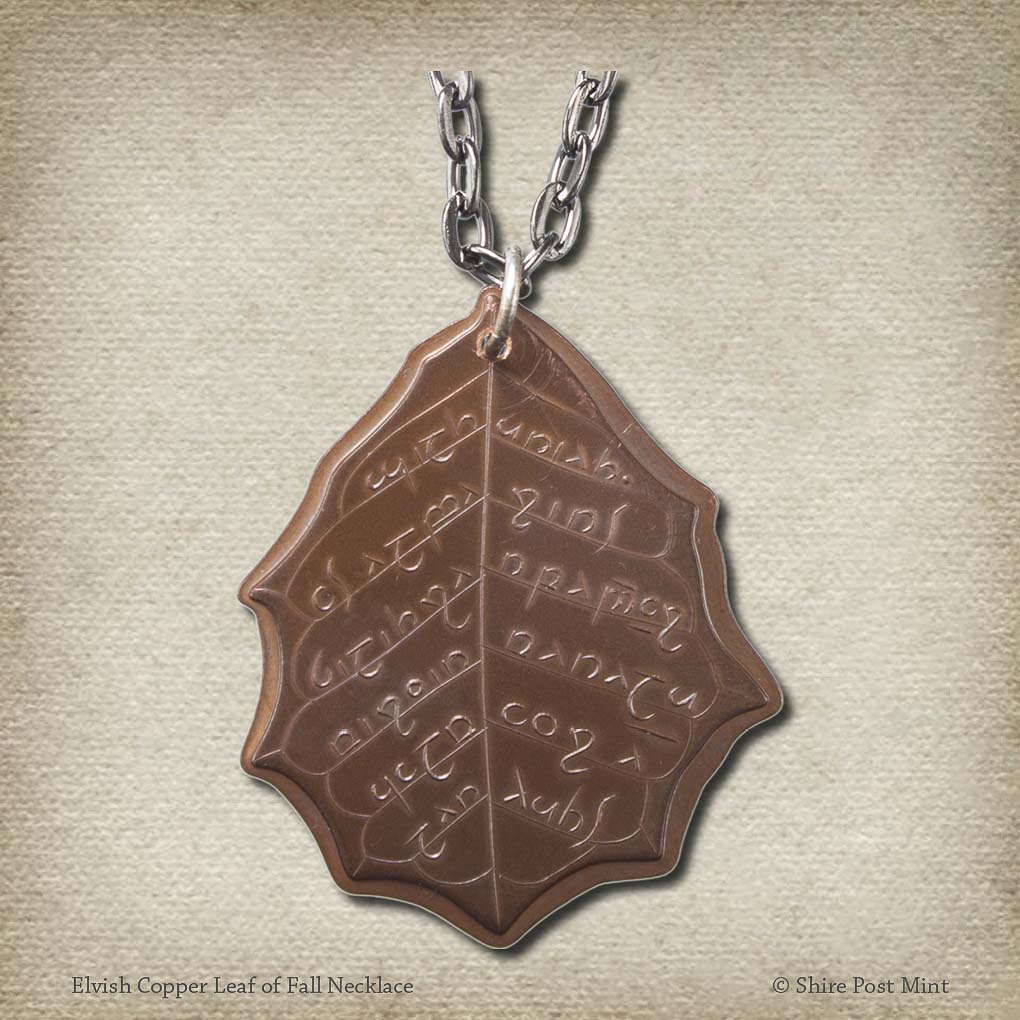
Elven Copper Leaf of Fall Necklace
Sale price$26.00


The Hobbit™ Set #6 - The Shire Four Tuppences
Sale price$34.00


Elven Silver Leaf of Winter Necklace
Sale price$72.24
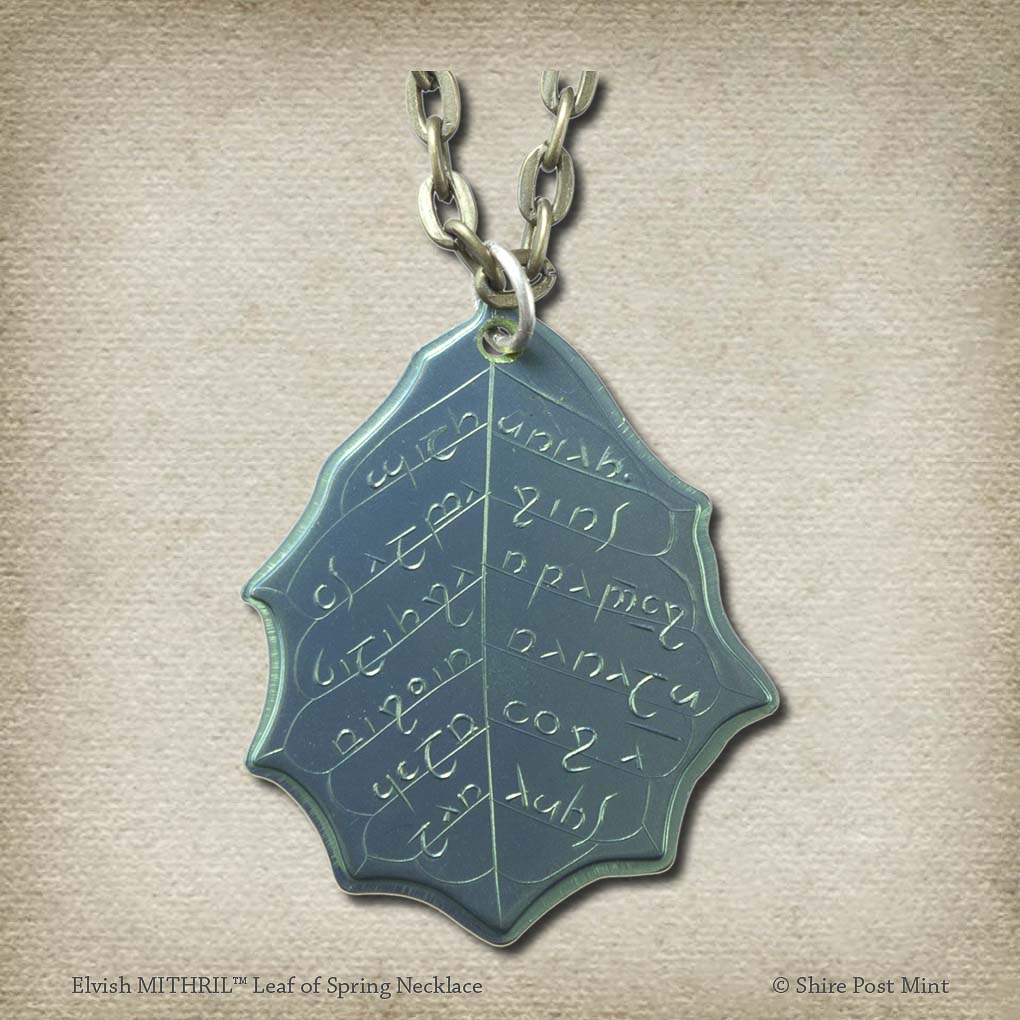
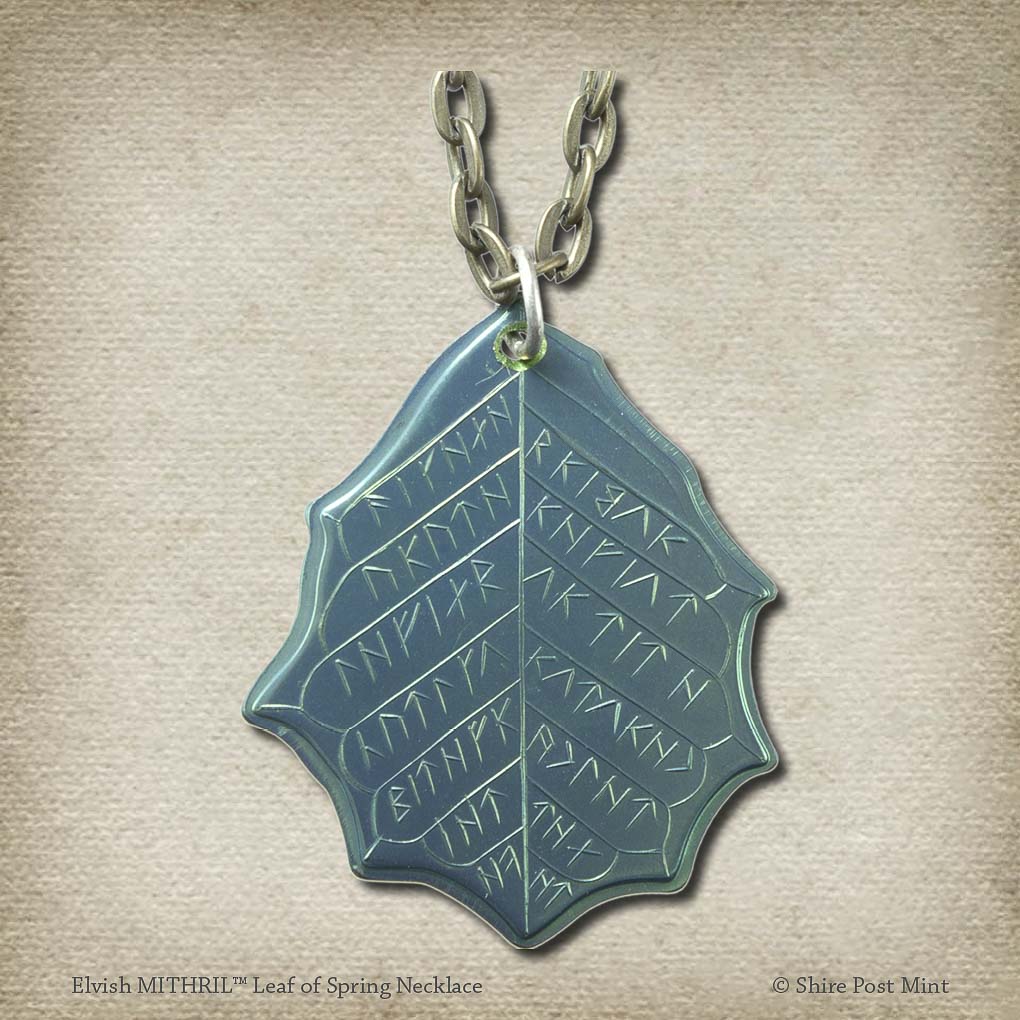
MITHRIL™ Elven Leaf of Spring Necklace
Sale price$50.00


The Scouring of the SHIRE™ Iron Coins
Sale price$22.00

ROHAN™ Brass Brumby Necklace
Sale price$20.00


The Hobbit™ Set #5 - The Shire Four Pennies
Sale price$28.00


Middle Earth™ Wayfinder in solid Copper
Sale price$20.00


RIVENDELL™ - MITHRIL™ Blue Moon Coin
Sale price$40.00
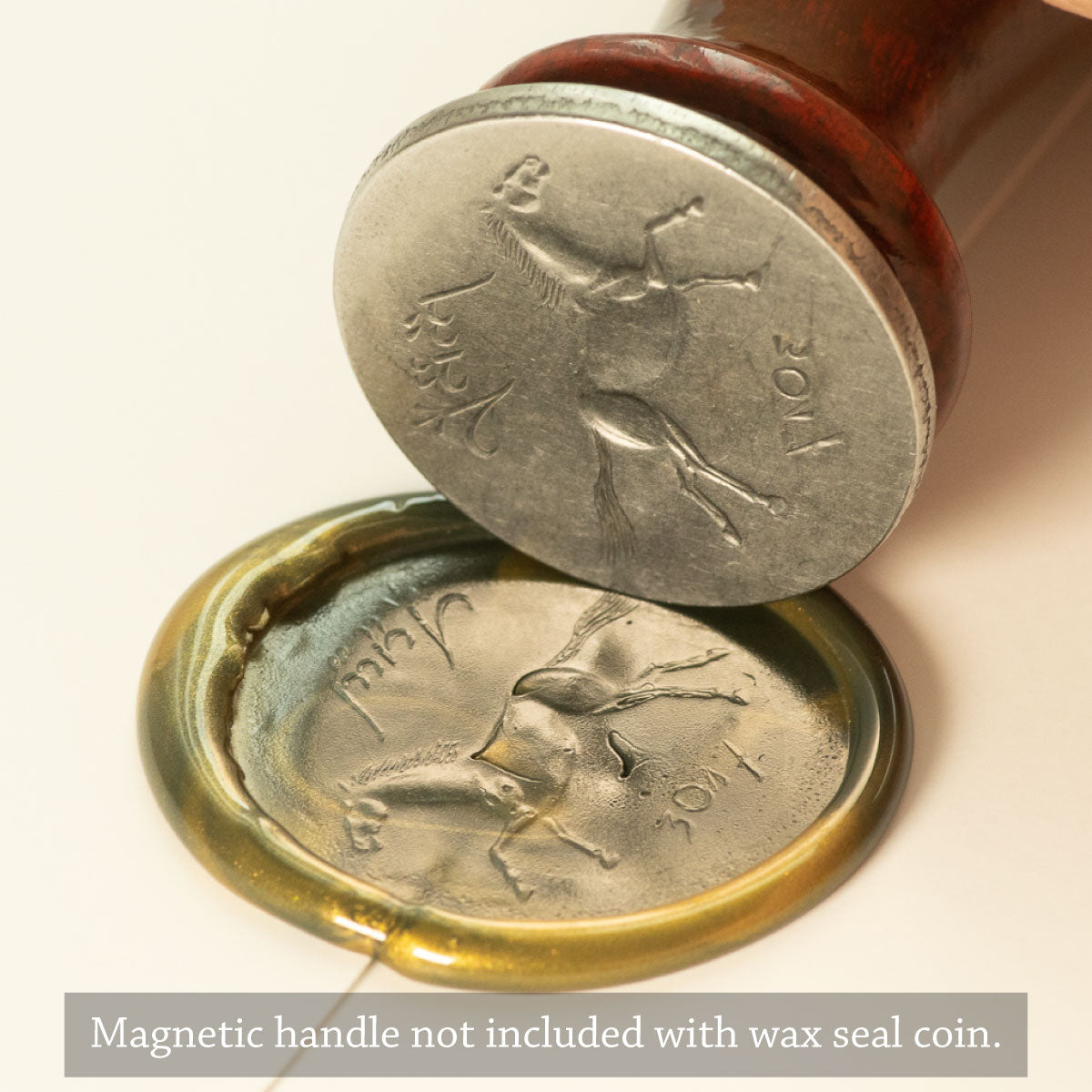

ROHAN™ Shadowfax Horse Wax Seal Coin
Sale price$13.00


The Hobbit™ Set #3 - The Shire Four Farthings
Sale price$20.00


THE WAR OF THE ROHIRRIM™ Brass Stallion
Sale price$18.00

Rivendell™ Moon
Sale price$16.00


Eye of Sauron™ Wax Seal Coin
Sale price$12.00


RIVENDELL™ MITHRIL™ Blue Moon Necklace
Sale price$50.00
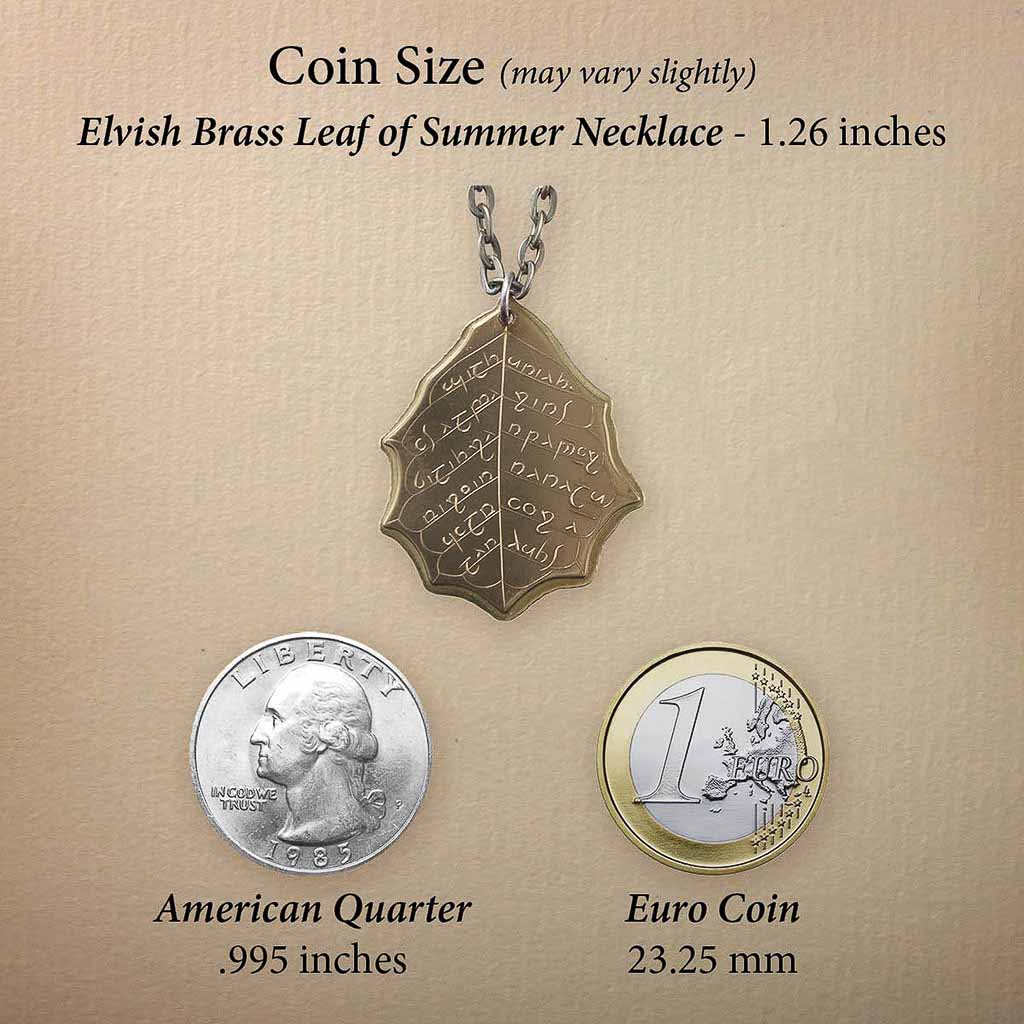
Elven Brass Leaf of Summer Necklace
Sale price$26.00


Elven Four Leaf Set
Sale price$137.70

Silver GONDOR™ Double Crown
Sale price$188.32




White Hand of SARUMAN™ Silver Coin
Sale price$33.00


The Hobbit™ Set #8 - The Shire Four Silver Shillings
Sale price$184.80


The Hobbit™ Set #4 - The Shire Four Haypennies
Sale price$24.00


The Hobbit™ Set #7 - The Shire Four Silver Sixpences
Sale price$96.80


GONDOR™ Crown Necklace
Sale price$30.00

New Dale Silver Daler of EREBOR™
Sale price$188.32


Hand of Saruman™ Wax Seal Coin
Sale price$12.00


LOTHLORIEN™ Wax Seal Coin – GALADRIEL ™
Sale price$12.00